+91- 22 2850 4010

+91- 22 2850 4010

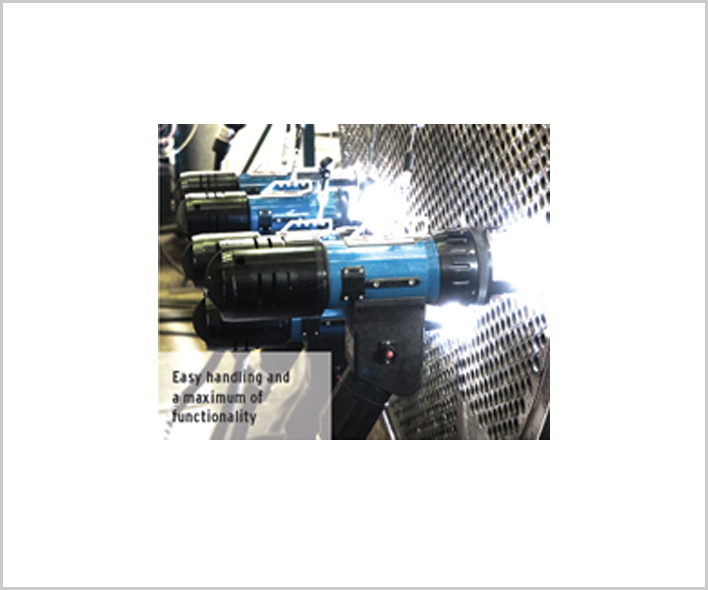
Our P series is characterized by special design features intended to ensure easy handl ing combined with a high level of economy and functionality. With extreme precision, these tube-to-tube-sheet orbital weld heads will produce several thousand weld seams at constant quality.
With this TIG weld heads, it is no longer a problem to weld tubes to tubesheets with the highest of accuracy and consistent quality.
Its water cooling is fed right to the TIG burner head, which ensures more precise working and consistent quality of the welding process, as well as extending the power-on time. The burner head can be pivoted freely by up to 30° – this function is valuable, for instance, on tubes that are entering tubesheets at an angle or in restricted spaces.
• Completely water-cooled weld head housing (P16/P16 AVC only).
• Burner head can be pivoted freely by up to 30° (reduced diameter range).
• Weld seam geometries: Recessed, flush and protruded tubes.
• Current transmission via multi-plate clutch.
• Gas/water transmission via rotating cloupling.
• Three-point mounting made of stainless steel.
• Manually electrode positioning Stroke +/- 5 mm.
• Special burner heads adaptable, e.g. for boxheader welding (P16, P16 AVC only) or for IBW/ internal bore welding (with/without cold wire).
• Positioning on the tube to be welded is by means of a centering tool that is placed on a retaining arbor (available option).
• The weld heads with integrated cold wire unit additionally include a retaining mechanism for Ø 100 mm/1 kg (3.937"/2.2 lbs) standard wire reels.
• Revolving wire feed on the rotational axis of the TIG burner prevents the additional wire from twisting when it exits the wire nozzle (only P16/P16 AVC).
• Three-point mounting included.
• 7.5 m (24.6 ft) hose package and tool set included.
Tube To Tube Sheet Orbital Welding, Supplier, Exporter, Exporter and Supplier in Mumbai, India


The orbital weld heads HX for compact cooling systems are setting new standards!
"HX" stands for "heat exchanger" and for the welding of pre-mounted elbows in tight pipe bundles
of heat exchangers into a pipe coil.
There is no other solution as effective as this one in the world!
Due to their compact size, all fully closed or open orbital weld heads commonly available on the market are not suitable for being positioned between the individual pipes of finned heat exchangers.
The HX series scores points in the areas of economy and efficiency when compared to conventional weld heads: The pipe ends of a heat exchanger can be fully fitted with elbows before joining and then welded in any order. For conventional orbital weld heads, the principle of fit elbow, weld, fit elbow, weld etc. applies, always starting from the center of the pipe sheet and working outward. If quality testing reveals a faulty weld later on, all elbows must be disconnected and new ones must be welded on in the worst case scenario (fault in the middle of the bundle) due to the accessibility factor. With the HX head, only the affected elbow would have to be replaced.